


富士控制器及变频器在造纸传动中的应用
———利用通讯方法实现速度和张力的结合控制
一、 前言
造纸机械电气控制方法较多,主要还是以变频器完成传动,PLC实现控制为主,但在速度控制和调节算法上各有不同。本文介绍一种以富士变频器实现闭环矢量高精度控制及转矩控制的方法在造纸机械上的应用。其突出特点是应用富士板式控制器,用通讯链接的方法,结合控制独特开发的理想的相映内部嵌入数学处理模型,使各变频器控制电机达到理想的运行状态,最终构成较为完美的造纸传动系统。
二、 自动控制系统构成
造纸机有移辊、压辊、组缸及卷绕等几大部分构成。对变频器有不同的要求,我们采用的是富士电机高性能矢量控制变频器完成高精度多台同步速度控制,利用转矩控制实现张力测量反馈及调速。图如下:
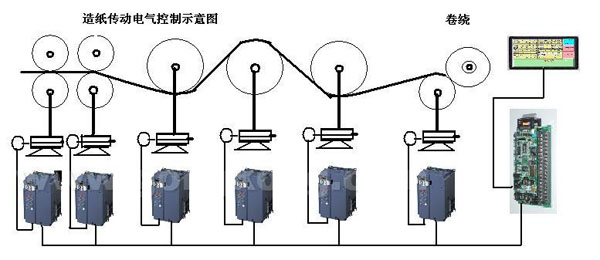
图一 电气控制图
三、 工作原理
1、 整个系统全部用富士电机板式控制器NW系列来控制,自带通讯口,32入/24出I/O,两路高速计数(100KHZ)。标准通讯协议稳定可靠,与富士变频直接通讯,无需任何选件,可直接设定和修改变频参数及读写富士变频器的电压、电流、频率、转矩等等。富士变频器选用富士电机新一代FRN系列,标准配置PG反馈和制动单元。同时具有速度和转矩控制功能。
2、 程序构成
变频器参数设置功能块: 设置每台变频器的内部工作参数。
变频参数读写功能块: 读写变频器的电压、电流、频率、转矩等。
卷取速度功能块: 经过运算后使各台变频器线速度与卷取保持线性比例。
转矩(张力)计算功能块:根据前后变频器线速度差调节转矩给定,实现张力控制。
变频工作状态功能块: 正常与故障的判断和处理。

图二 程序构成图
3、 利用以上功能块:
① 在过程速度调节时。只调节比例系数和偏差系数。
y=AX+B的方式
② 自动测量卷径→根据系数自动调节速度。
③ 张力控制:利用转矩控制可以自动调节相应速度。张力的控制,实际反映在轴上二象限运行。
直接张力调节 。
四、 系统操作
可以上配富士人机界面与板式控制器直接通讯。
五、 结束语
该设备先进之处在于变频器即可作速度控制又有转矩控制,无须外接传感器。将变频作为传动机械,又作为检测机构,还完成张力控制。一台控制器,完成数据采集,处理,输出及与上位机连接机构。又完成了将各部分模拟量及张力有机结合,形成一个完整的先进自动化控制系统。